-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 常见问题
您现在所在的位置:首页 > 常见问题在较民送料民度的情况下,使用空气圆盘给料机送料,其送料精度难以满足规定要求。通过分析产生送料不准的原因,认为空气圆盘给料机进气不足是导致送料不准的卞要原因,从而在圆盘给料机压轩上设置缓冲弹簧,延民了进气时间,解决了送料精度不准的问题。
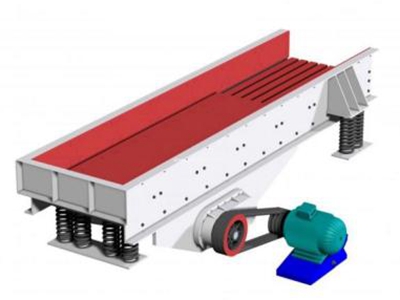
一般在常规送料长度的情况下,压力机与之配套的圆盘给料机往往能相互配合,在送料长度方面能满足零件精度的要求,其精度依压力机与空气圆盘给料机及零件精度的要求而定。但是,在冲压大的送料长度的情况下,较难满足零件精度的要求。在压力机与空气圆盘给料机均已选型并购进的情况下,在调试中遇到了上述实际问题,经分析后,采取了相应的解决措施。
圆盘给料机的结构的影响。对于大送料距离的圆盘给料机适当增大进气孔截面A。或减小气缸的有效面积A可保证送料长度的精度要求。但对于已定型、或已经购置了的圆盘给料机无法修改该结构参数。压力机结构的影响。曲柄转速及曲柄的回转半径均系压力机固有的参数,可计算出降低曲柄的转速可增加进气时问,从而提高送料精度,但会带来压力机冲压效率的下降。
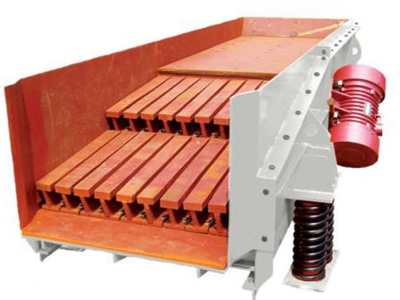
振动给料机给料精度不精准的解决对策
振动给料机进气压力的影响。提高供气压力,可提高送料精度,因此,通过实际调整振动给料机进气压力,由0. 4 MPa调整为0. 5 MPa,送料精度确有提高,可是经过一段时问作业,仍有超标准的半成品出现。经查,由于若干台压力机同时工作,气网压力无法保证恒定,当气压达不到0. 45 MPa时,便出现不合格半成品。额定冲压力的降低;改变曲柄回转半径亦可改变进气时问,但改变压力机的结构参数对用户而言难度较大,且不现实。
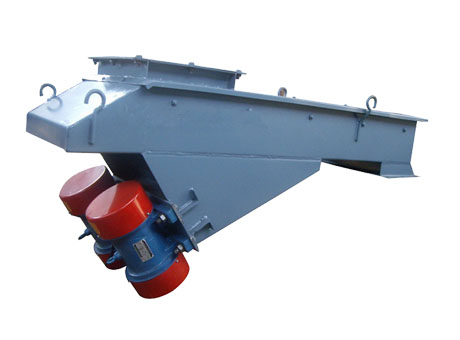
振动给料机进气开关行程的影响。一个可调整的参数就是进气开关行程h,从进气开关打开到关闭这一区问,压力机曲柄转过了弧长,在转过该弧长的瞬问,振动给料机完成一次进气过程。行程h的改变可调整送料长度的精度。
根据各因素对振动给料机给料给长度精度的影响,调整行程是行之有效的方法之一。将固定在压力机滑块上传动触点由刚性接触改为弹性接触。将固定在压力机滑块上传动触点改制成弹簧式结构,在压力机滑块运行到下止点时,弹簧被压缩距离。
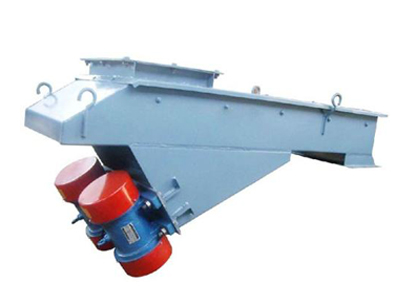
由此可知:送料长度和送料精度得到有效地保证。通过改制成弹簧式结构后冲压出的产品,再没有长度超差的现象。
新乡市海鑫振动机械有限公司 联系人:孟经理 手机:13007666588 邮箱:xxhxzdjx@163.com
地址:河南省新乡县小冀镇民兴路6号
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作