-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 常见问题
您现在所在的位置:首页 > 常见问题电机振动给料机是利用振动电机作为激振源,通过可控硅半波整流调速,实现定量给料的输送设备。它广泛应用于矿山、冶金、建材、化工、电力等行业,用于块状、颗粒状物料的均匀给料。由于其工作环境通常较为恶劣,长期高频率振动运行,容易出现给料量不稳、噪音增大或电机发热等问题。本文从日常检查、常见故障处理及维护保养三个方面进行介绍。
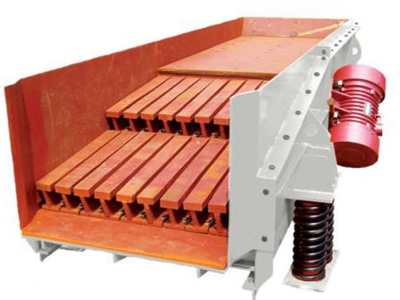
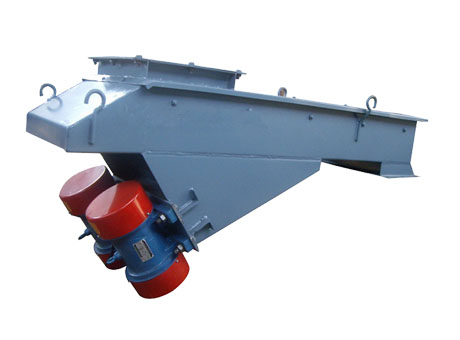
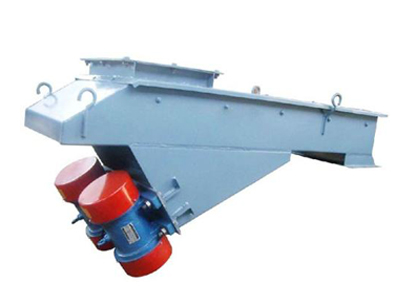
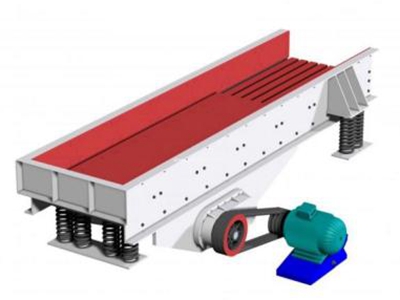
一、工作原理与结构组成
电机振动给料机由振动电机、槽体、减振弹簧、底座和控制箱等部分组成。振动电机旋转产生激振力,带动槽体做定向振动,使槽内物料连续抛掷前进,实现给料。通过调节可控硅控制箱的输出电压,可以改变振动电机的振幅,从而无级调节给料量。
该设备具有结构简单、给料均匀、调节方便、能耗较低等优点,适用于从细粉到大块矿石的多种物料输送。
二、日常检查要点
振幅检查建议每班次进行一次。观察槽体振动幅度是否平稳,左右两侧振幅是否一致。振幅明显变小时,可能是电机激振力设置不当、电压偏低或机械卡滞。可用振幅测板或目测法记录振幅值,与设备标准值对比。
电机温度检查建议运行中每两小时检查一次。振动电机表面温度一般不超过80至90摄氏度。温度过高可能是轴承缺油、负载过大或散热不良。使用红外测温仪监测,发现异常及时停机排查。
声音检查应在设备运行时进行。正常运转时振动声均匀,有节奏感。出现金属撞击声可能为弹簧断裂或紧固螺栓松动,出现尖锐摩擦声可能为电机轴承损坏,出现沉闷撞击声可能为物料卡滞或橡胶弹簧老化。
紧固螺栓检查建议每周进行一次。振动给料机的固定螺栓和电机地脚螺栓容易因振动而松动,松动会导致振幅不稳、噪音增大。使用扭矩扳手按标准力矩紧固,必要时涂抹防松胶。
弹簧检查建议每月进行一次。观察减振弹簧是否有断裂、塑性变形或锈蚀严重。左右弹簧高度是否一致,不一致会导致槽体偏斜,物料跑偏。断裂或严重变形的弹簧应及时更换,且左右对称更换。
三、常见故障及处理方法
给料量不稳定或无法调节是比较常见的问题。原因包括可控硅控制箱损坏、电位器接触不良或调节失灵、振动电机激振力设置不当、电压波动较大。处理措施为检查控制箱输出是否正常,更换损坏的可控硅模块;清洗电位器或更换新件;停机调节振动电机两端的偏心块角度,角度越大激振力越大(0度最大,90度最小);加装稳压器稳定输入电压。
接通电源后不振动表现为电机嗡嗡响但不转动,或电机完全不转。原因包括单相运转、电机卡死、控制箱无输出。检查电源线是否断线或接触不良,测量三相电流是否平衡;手动转动偏心块检查是否卡死,清理轴承或更换;检查控制箱保险丝是否熔断,可控硅是否击穿。
振幅小或输送速度慢可能是电压偏低、激振力设置过小、料槽内物料堆积过厚。用万用表测量输入电压是否在额定范围内;增大偏心块角度增加激振力;控制上游来料量,避免料层过厚。
运行时噪音大可能是弹簧断裂或底座松动、电机轴承损坏、槽体与其他结构发生刚性碰撞。更换断裂弹簧并紧固底座螺栓;更换损坏的电机轴承;调整槽体位置,避免与溜槽、防尘罩等碰撞。
物料跑偏表现为物料在槽体内向一侧偏移。原因包括左右弹簧高度不一致、料槽吊挂点不平、偏心块调节不对称。调整弹簧高度使左右一致;调整吊挂装置使槽体处于水平状态;检查两侧偏心块角度是否对称。
四、定期维护计划
每日维护包括检查振幅和电流,听运行声音有无异常,检查螺栓是否松动,清理料槽内积料和异物。
每周维护包括紧固所有螺栓,检查弹簧有无断裂,检查电机接线盒密封防止进灰,给轴承加注润滑脂(按说明书要求)。
每月维护包括检查可控硅控制箱内部元件有无过热烧毁,清洁电位器触点,测量电机绝缘电阻。
每半年维护包括拆下振动电机,清洗轴承并更换润滑脂,检查偏心块固定螺栓磨损情况,检查料槽衬板磨损程度。
五、使用注意事项
启停顺序方面,应先启动给料机,待运转平稳后再开启上游给料设备;停机时先关闭上游来料,待料槽内物料排空后再停止给料机。
禁止空振,料槽内无物料时长时间振动会导致槽体及弹簧过早疲劳损坏。短时无料可正常运行,长时间无料建议停机。
防尘防水很重要。振动电机和控制箱应做好防尘措施,粉尘大的场所可加装防尘罩并留有散热空间。控制箱不宜放置在地面积水处。
物料适应性方面,粘湿物料容易在料槽内壁粘结,应定期清理;大块物料入料口应设置筛网或格栅,防止超大块卡死料槽。
结语
电机振动给料机的稳定运行依赖于规范的日常检查和及时的维护保养。通过定期检查振幅、电机温度、紧固螺栓和弹簧状态,可以及早发现并处理给料量不稳、噪音增大等问题。建立设备运行台账,记录每次检查和维护的内容,有助于延长设备使用寿命,减少非计划停机。
新乡市海鑫振动机械有限公司 联系人:孟经理 手机:13007666588 邮箱:xxhxzdjx@163.com
地址:河南省新乡县小冀镇民兴路6号
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作