-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 常见问题
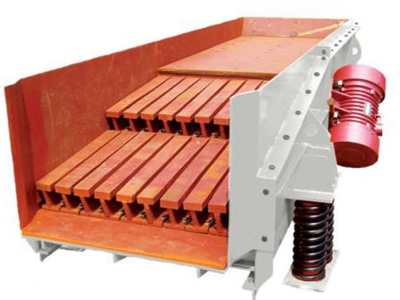
您现在所在的位置:首页 > 常见问题在工业自动化生产线中,电磁振动给料机作为物料输送的 “准确管家”,其稳定运行直接决定了生产效率与产品质量。设备故障往往源于日常维护的疏忽,据行业数据统计,超过 70% 的给料机故障可通过规范维护提前规避。本文聚焦设备日常维护的三大关键控制点,详解铁芯与衔铁气隙检查、板弹簧与螺栓紧固及积灰清理、线圈电流与振幅监测的核心技巧,帮助企业降低运维成本,让设备长期保持稳定运行状态。
铁芯与衔铁气隙的平衡,是设备稳定运行的核心基础。气隙作为电磁振动给料机能量传递的关键间隙,其均匀性直接影响电磁驱动力的稳定性。检查时需先切断设备电源,待线圈完全冷却后,用塞尺在铁芯与衔铁的上、中、下三个对称位置测量气隙数值,正常气隙范围通常为 0.5-1.5 毫米,且各点误差需控制在 0.1 毫米内。若气隙过小,设备运行时铁芯与衔铁易发生碰撞,产生刺耳噪音并造成部件磨损;气隙过大则会导致电磁吸力不足,设备振幅衰减,给料量波动明显,严重时甚至无法启动。发现气隙失衡时,需通过调节设备底座螺栓或衔铁位置进行校准,确保间隙均匀,避免因受力不均引发连锁故障。
板弹簧、螺栓的紧固与积灰清理,是延长设备寿命的关键环节。板弹簧作为设备振动的核心弹性部件,其紧固状态直接影响振动频率的稳定性;而设备运行产生的持续振动,易导致底座、线圈固定等部位的螺栓松动。建议每月进行一次紧固检查,着重关注板弹簧压板螺栓、机身连接螺栓及线圈固定螺栓,采用力矩扳手按设备说明书规定的力矩值紧固,防止因螺栓松动导致振动偏移或部件损坏。同时,设备长期运行会积累粉尘、物料残渣,尤其在铁芯、衔铁接触面及板弹簧间隙处,积灰会加大运行阻力、加速部件老化,甚至造成气隙堵塞。需每周用压缩空气吹扫或软刷清理积灰,避免使用高压水枪直接冲洗,防止线圈受潮短路,确保设备散热良好、运动部件灵活。
电磁振动给料机的稳定运行离不开精细化的日常维护,三大关键控制点环环相扣,既保障了设备的运行效率,又能有效降低故障停机风险。企业应建立规范的维护制度,让操作人员熟练掌握检查技巧,将维护工作落到实处。科学的维护不仅能延长设备使用寿命 30% 以上,更能确保生产流程的连续性与稳定性,为企业创造更大的经济效益。重视设备维护细节,才能让电磁振动给料机持续发挥 “准确输送” 的核心价值,成为生产线中可靠的 “得力助手”。
新乡市海鑫振动机械有限公司 联系人:孟经理 手机:13007666588 邮箱:xxhxzdjx@163.com
地址:河南省新乡县小冀镇民兴路6号
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作