-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 行业资讯
您现在所在的位置:首页 > 行业资讯安全防护是当今的热点。安全,是每个企业都必须严查,必须注意的事项。只有在安全的基础上才能做到快乐生活,快乐生产!
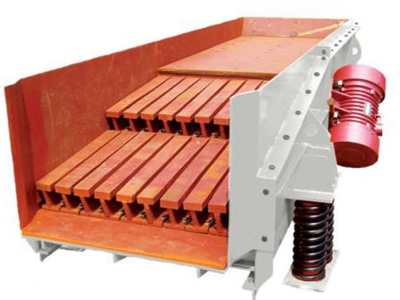
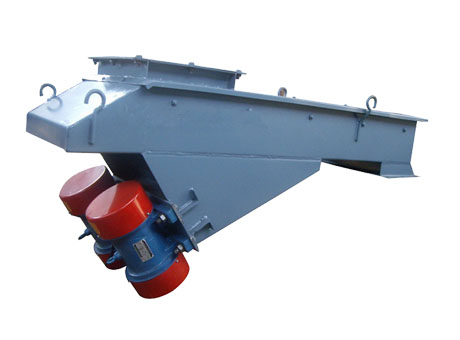
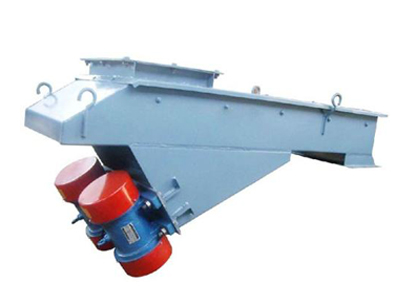
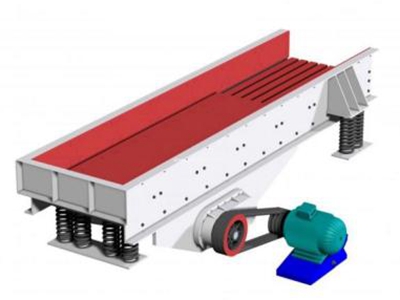
给料机是一种新型给料设备,在水泥、矿山、冶金、煤炭、化工、陶瓷、粮食,电力等工矿企业中已被广泛地应用,它适合把块状及粉末状物料以贮料仓或漏斗中连续均匀或定量地给到受料装置中去与电子秤或微机配料等设备配套,实现生产自动化设备,也可以单独工作送料稳定,不用专人看守和配合各种振动筛作振源的理想设备。
电磁振动给料机是一较为完整的双质点定向强迫振动的弹性系统。整个系统工作在低临界共振状态,它结构简单、工作稳定、功率损耗小,在水泥行业得到广泛应用,但就目前一些单位的使用来看,较为普遍的有维护不当、工作状态不稳定、使用一个时期后物料的输送能力明显下降等问题。再加上维护后不做正确的调试,造成设备的工作稳定性较差,严重地影响正常的生产。由于给料机的原理相对较简单,所以只要在掌握其工作和结构原理,在理论指导下,结合实际维护经验就能做好电磁振动给料机的维护和调试。日常维护一般采用看、听来了解设备的运行状态。看就是通过观察振幅指示牌的指示值,结合运转电流,对电磁振动给料机的工作状态作出综合判断。听是通过给料机运转时的声音来判断整体机件的紧固程度,铁芯间隙是否正常。
给料机的调整、调试主要是电磁铁铁芯间隙的调整,双质点连接弹簧板组的调整、调试。
1、电磁铁铁芯与衔铁间气隙的整定
电磁振动给料机中铁芯与衔铁间气隙的大小直接影响给料机的正常运行,如调整不当,轻者使电流加大、振幅减小和不能正常运转,严重者将产生铁芯碰撞而导致铁芯和线圈的损坏。所以经常性的对气隙进行检查和调整是保证运转的重要条件。气隙的调整方法:当使用检修螺杆调整好连接叉位置后,就可开始调整气隙大小,一般气隙调整到1.9~2.2mm左右,为了调整方便可在调整前自制几块标准塞块,这样调整时就可直接利用塞块进行调整。一定必须紧固并加上防松螺母。
2、双质点连接弹簧板组的调整
料槽的振幅大小有两大因素:一是给料机电磁激振力的大小、频率;二是给料机自身的自振频率。根据机械振动的谐振原理可知,只有当给料机的自振频率与电磁铁的激振频率临近发生共振时,料槽的振幅大。一般都将调谐值选择在0.85~0.9的范围。工作实践证明当调谐值低于范围值时,给料机的输送能力下降,振幅较小。高于此范围值时,给料机的工作状态在不稳定范围。调谐值是通过调整双质点连接弹簧板组的刚度来进行调整。
双质点弹簧板组的调整方法:在整机调整工作到气隙调整结束后,就可开始弹簧板组刚度的调整。松开检修螺杆,接通控制电源,在逐步增加工作电流的同时,观察设在电磁振动给料机上的振幅指示牌的指示值。当电流达到大值,而振幅达不到大值时,可把弹簧板组的顶紧螺丝稍做松动,这时如振幅增大、工作电流下降,则说明弹簧刚度偏大,应减少簧片的块数以减少刚度。相反就应增加板簧数以加强整体刚度。总之只要反复认真的调整就可达到调谐值。振幅指示牌的作用是测定振动点振动幅度,测定两条线分界点的值就是振幅值
1、设备运行中如果发现有振动给料机不振动或下料不顺畅的现象,应立即停机进行故障处理。
2、排除故障的时候,必须切断电源,即禁止带电排除故障。
3、未经批准不得随意在设备结构上进行切割或焊接作业。
4、禁止随意拆除或改动设备的安全防护装置,电磁振动给料机。
5、电气设备着火时应立即切断电源,并用干粉灭火器进行灭火(切记不能用水式泡沫灭火器)。虽然在使用过程中,我们已经按照安全使用规定在操作。但是,随着设备使用时间的增长,电磁振动给料机难免还是会出现一些故障。一旦出现故障,尤其是设备运行中的故障,势必会影响我们的生产率。因此,我们必须予以重视。所以,设备运行中故障的排除方法成为我们必备的知识。
设备运行中故障的排除:
1、应经常检查吊挂拉杆弹簧、螺栓,避免出现松动、脱落、断裂等问题,若发现问题应马上予以处理。
2、设备运行时,发现给料机不振,应马上停机通知电工检查处理。
3、运行中声音不正常,应马上停机检查。
4、料仓下料不顺畅或发现有异物堵塞下料口,要停机后及时进行疏通。
新乡市海鑫振动机械有限公司 联系人:孟经理 手机:13007666588 邮箱:xxhxzdjx@163.com
地址:河南省新乡县小冀镇民兴路6号
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作