-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 常见问题
您现在所在的位置:首页 > 常见问题简要介绍了振动给料机的工作原理和使用现状。从机械及自动控制方面分析了断料原因,并提出改进措施。前言振动给料机作为制造业基本设备之一,在钢铁、化工、食品等行业被广泛使用。烧结生产工艺中配料阶段就是根据振动给料机上位机按配比计算出的给料量供料实现的。假流量断料是指给料机在正常工作时出现现场不下料,而上位机却显示有流量的生产事故。笔者根据振动给料机的机械、电气及自动控制现状分析,找出假流量断料原因。
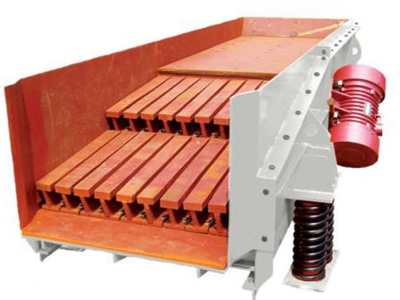
1 振动给料机工作原理
振动给料机在正常运转过程中,环形胶带将物料从布料器中拖出,物料通过振动给料机的带荷检测装置时,称重传感器将带荷信号、速度传感器将带速信号送至称重控制单元,称重控制单元将检测到的带荷信号和带速信号转换成物料流量,并与设定值相比较,得出实际物料流量和设定值之间的偏差值,控制单元根据此偏差值不断地调整变频器的输出频率,并通过变频器调整电机转速,从而实时地控制环带速度,改变物料流量,使实际物料流量与设定值相一致。
2 假流量断料现象
由于振动给料机称重负载检测过大,为了使检测流量符合设定要求,称重控制单元开始调整变频器频率来降低给料机皮带运行速度,当皮带运行速度趋于零时,流量检测显示正常,实际现场皮带机停止工作,不下料,从而导致假流量断料。
3 假流量断料的危害
假流量断料对烧结工艺中配料环节有严重影响。配料工艺是按照各种料成分以合理的配比进行布料。当其中有一台配料秤出现假流量断料现象,会导致该品种料在混合料中的含量减少,甚至是缺失,使配比失衡。这时后续工艺仍然按照正常工序流程进行加水、混合、制粒及烧结,有可能造成混合料仓因混合料含水过多而悬料停产,也可能由于混合料成分变化及水分比率过高而产生生料,使烧结矿品质严重下降,乃至废料。
4 断料原因分析
4. 1 机械设备分析
由于振动给料机的测速传感器是安装在给料机尾轮处,如果皮带与尾轮接触不紧密,可能造成尾轮转动,而皮带却不转动,产生打滑现象,从而产生无速度检测数据。经过检查,发现皮带运行正常,无打滑现象。根据现场观察发现,在振动给料机运行过程中,生石灰从布料器里流出时很不均匀,料流呈波浪状。特别是使用压缩空气进料时,会出现喷料情况。
4. 2 自动控制分析
现场记录了振动给料机在 3 种状况下的称重传感器和测速传感器的检测数据。由于生产时给料机电机的振动,仓壁振动器工作时的振动及进料时压缩空气冲击带来的振动都会使称体产生谐振并令速度传感器发出小量假速度脉冲信号。经过观察发现这种假速度脉冲数常能达到甚至超过 50。
5 断料分析结果
当大量生石灰从料仓涌出,铺在振动给料机皮带上,这时称重传感器因超重而发出满量程信号( 即发出 20 mv 信号) 。振动给料机称重控制单元发现瞬时流量超过设定流量,立刻要求变频器降低电机工作频率,减慢振动给料机皮带运行速度,以达到降低瞬时流量目的。如果此过程中,设定流量小于等于9 t/h,而速度传感器又发出了假速度脉冲信号,就会使电机工作频率趋于零,振动给料机皮带停止运行,产生断料现象。
6 改进措施及预防
6. 1 机械改造
首先,在原有的料仓下料口内焊接三块菱形分布的分料板。该分料板在压缩空气给生石灰仓打料时,有效缓冲了振动给料机皮带受到的冲击力,排除了皮带张力对称重传感器的外力干扰。其次,在布料器后增加一段水平规料器( 长度以距离秤架的称重托辊 300 mm 为准) ,使得经过菱形布料器缓冲后的生石灰能在振动给料机皮带上适量均匀的分布。从而使称重传感器的信号回到合理的检测区间内,不再有满量程或超量程情况出现,提高了称重信号的准确性。对振动给料机支架进行加固,减少秤体抖动的情况,增强速度传感器信号检测的稳定性。
6. 2 自动控制改造通过设置称重控制单元的输出信号不得小于10%,使得变频器频率不小于 5 HZ,电机始终保持运转,以此防止皮带停止转动,保证不发生断料现象。调整称重传感器零点平衡电压至 4 mv,放大称重有效信号范围,有效避免传感器满量程或超量程。7 结束语改造后对振动给料机的工作情况进行跟踪记录发现: 称重传感器的信号都控制在 15 ~ 17 mv 之间,速度传感器信号脉冲值基本稳定在 70 ~ 175 之间,生石灰用料准确,没再发生假流量断料现象。
新乡市海鑫振动机械有限公司 联系人:孟经理 手机:13007666588 邮箱:xxhxzdjx@163.com
地址:河南省新乡县小冀镇民兴路6号
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作