-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 常见问题
您现在所在的位置:首页 > 常见问题电子皮带秤是一种对固体颗粒物料实施输送、称量和给料的重要设备。按控制方式,通常分为重力式皮带秤和配料式皮带秤两种。前者侧重与调节皮带速度相结合,使物料流达到设定流量值,物料流量Q(t)是时间的可变函数,系统为一变时滞系统;后者控制给料装置的下料量,皮带恒速,但给料装置通常具有非线性特性,系统为一常时滞、非线性系统。由于被控对象存在着强相互作用、任务非结构化,所以,要使以优化为基础的动态控制级成为工业过程递阶控制,合理的工艺流程设计及设备配置选型设置对系统能否长期可靠运行至关重要。
采用德国申克(Schenck)技术,由承德市自动化计量设备厂提供的带预给料的振动给料机成功应用于大冶有色金属公司诺兰达工程,设备配置完全满足现场生产和工艺要求,符合德国申克公司选型设计及制造技术规范。
2重力式皮带秤称量原理重力式皮带秤通过称重传感器称出的质量和测速传感器测出的皮带线速度的乘积变化来反映被控参数流量的变化。根据生产工艺要求,将相应的给料量和各种物料的配料量预先置于微处理机中作为标准量,在设备运行中,通过称量的物料质量q乘以皮带的输送速度v,即为物料的给料速率Q。质量q的大小通过称重传感器输出的模拟量来表示,皮带的输送速度v通过测速传感器输出的脉冲数来表示,把两个实测值同时送给微处理机相乘,其乘积为实际给料速率,微处理机自动将乘积结果与预置的标准量进行对比,一旦出现差值,微处理机将发出一相应信号传送给变频调速器,控制驱动电机的转速,以调整皮带的输送速度,达到定量给料的目的。
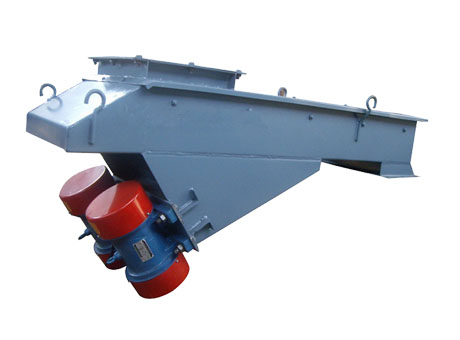
实际上,由于物料流的不均匀性,速度控制是随机的,随时都有可能要调整皮带输送速度,使给料量随时修正,跟踪预置的标准量。对物料特性较好的控制对象,通常下料口的开度按照物料颗粒度、日产量和系统运行工作制设置。大多数情况下,下料口的调整通过手动调整来完成,因此,选取皮带速度为流量的控制参数。为提高产品的性能价格比,采用一种简单的交流调速系统,由调速控制器和电磁调速电机组成常规的振动给料机大冶有色金属公司诺兰达工程使用的电子皮带秤用于铜精矿、煤、熔剂及返料的传输、称量和配比,对煤、熔剂及返料采用了常规的振动给料机。而由于铜精矿粒度小,湿度、粘度大,易形成堵料或冲料,采用常规的振动给料机,即使设备的计量精度再高,也很难保证物料流的畅通,不能实现连续准确给料;加之铜精矿矿仓下料口面积大(3 m×1 m),巨大的仓压极易将皮带压死而导致生产中断,因此,为保证物料的连续、均匀传输,提高设备运行的可靠性及精度,对铜精矿的输送、称量和配比采用了带预给料的振动给料机,合理地把问题解决在预给料阶段。
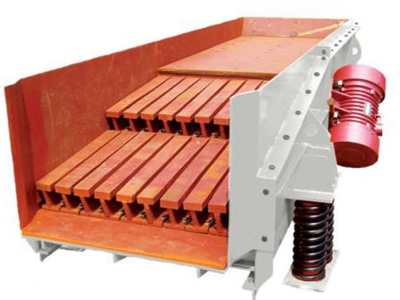
3 带预给料的振动给料机系统构成及控制过程
构成带预给料的振动给料机由预给料机和振动给料机两部分组成。预给料机由DEM1257秤体、非标漏斗、专用溜槽及FDA+外围电路仪表扩展箱组成;DEM1257秤体含秤架(非标制作)、5700 mm×1200 mm皮带、FGA30速度传感器、变频调速器、7.5 kW交流电机及KA96IR1减速机;非标漏斗设置了防堵料过渡段,有效防止了大的板块结构堵住料斗的出料口或冲料压死皮带,确保给料的连续性;专用溜槽是使预给料机的物料流均匀平衡地滑到振动给料机的皮带上,保证物料流连续、稳定、均匀,且与中心线对称分布。振动给料机由DEL0850秤体、MICRCONTFC0421仪表、卸料罩及全密封电控柜组成。DEL0850秤体含秤架(非标制作)、5000 mm×800 mm皮带、FGA30速度传感器、Z6—4/100称重传感器、变频调速器、2.2 kW交流电机及SA93I减速机。
3.2控制过程
为使系统可靠正常运行,系统控制方案严格遵循德国申克(Schenck)公司技术规范,采用计算机优化设计选型,预给料机和振动给料机同步控制,比例调速。设备在运行过程中,通过称重传感器和测速传感器分别将预给料机的输送速度信号、振动给料机的输送速度信号及物料(铜精矿)的称重信号传送给MICROCNTFC0421微处理机进行计算、对比和分析。如果输出量(给料量)与预置的标准量(给定值)相符,预给料机和振动给料机将维持原来的工作方式,系统进入稳定工作状态;如果计算出的输出量(给料量)与预置标准量(给定值)出现偏差,MICROCNTFC0421微处理机经过分析判断后,自动发送一相应的电信号给自动联锁装置,联锁装置按预先设定的联锁条件将信号合理分配给预给料机和振动给料机的变频调速器,调整电机的运输速度,达到输出量(给料量)等于预先设置的标准量(给定值),使系统稳定运行,以满足生产工艺要求。现场工作人员可通过现场控制盒改变给料量的大小,其控制过程与自动状态完全一致。
3.3运行过程中存在的问题及改造
带预给料的定量给料于2007年10月投入生产,刚投入运行的半年时间里,铜精矿预给料机的皮带经常压死,减速机故障频繁,致使诺兰达炉的生产无法正常进行。经过现场勘查分析认为:铜精矿下料仓仓底尺寸(3 m×1 m)太大,远远超过了申克标准,造成巨大仓压,,由此导致铜精矿压死皮带,并损坏减速机的大小齿轮。要解决这个问题,必须对仓底(料仓与皮带接触面)及驱动机构进行改造。在不影响铜精矿下料的情况下,将料仓左右两侧各向内收缩120 mm,由原来的直漏斗改为斜漏斗,一方面可以减小料仓与皮带的接触面积,另一方面可以防止冲料压死皮带;经计算,仓压系数为1.125,扭矩为5426 Nm,采用7.5 kW交流调速电机有足够的余量,减速机选用JKA106R82A;同时,振动给料机的减速机改用JSA72R42A减速机。2008年6月,根据上述方案,成功地对系统进行了改造。
4 结论
带预给料的振动给料机经过改造,保证了工艺流程的畅通,设备运行状况良好,计量精度及各项技术指标均满足生产需要,受到了工程技术人员及现场工作人员的一致好评,其主要特点如下:
(1)综合性强。设备集机、电、仪为一体,综合应用了机械传输、电控、数据处理及有关工艺方面的知识。
(2)控制技术先进。成功地应用了直接数字控制(DDC)技术和交流电机的变频调速技术,数字显示当前瞬时值和累计值,达到了准确喂料和控制的目的。
(3)控制方式灵活。既可通过控制室集中控制,也可实现实地控制、显示及4~20 mA标准信号远传。
(4)通讯功能强。具有与上位机(MAX—1000DCS系统)联网进行相关的数据交换或根据需要实现脱网自动、手动和标定等功能。
(5)合理解决了仓压或冲料对物料输送和测量精度的影响,保证了系统的正常运行和生产的连续性。
(6)系统抗干扰能力强,可靠性好,并具有较强的自诊断功能,准确实现高、低限报警和各种故障提示
新乡市海鑫振动机械有限公司 联系人:孟经理 手机:13007666588 邮箱:xxhxzdjx@163.com
地址:河南省新乡县小冀镇民兴路6号
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作