-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 常见问题
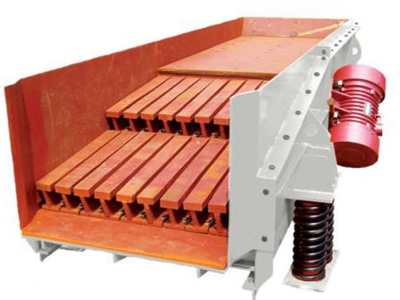
您现在所在的位置:首页 > 常见问题1.加宽给料面,可充分发挥熔化面积的作用。如苏联古谢夫玻璃厂一座压延窑原来用6台电磁振动给料机,后于72年改为两台电机振动给料机,给料面宽度由原来占池宽64%增加到93%。又如苏联《十月革命》厂用电机振动给料机代替电磁振动给料机后,给料面宽度由5.7米增加到7.3米。
2.碎玻璃和粉料不掺在一起给,而是碎玻璃作底层,粉料给到碎玻璃层的面上。据国外许多研究者的资料,这种给料方式比碎玻璃和粉料掺在一起给可缩短熔化时间。
3,电机振动给料机给料时,生料稍稍被压入液面下,故给料位置粉尘少。
4,电机振动给料机对熔窑产量变化的适应性比电磁振动给料机强。苏联采用可控硅调节给料辊的转速,可大大缩短停车时间,有利于液面和整个熔化过程的稳定。此外,还可以改变给料辊距液面的高度来调节料层厚度。给料辊直径400毫米时,料层厚度为150--250毫米。日本板玻璃公司介绍的料层厚度为100---150毫米。
5.碎玻璃与粉料的比例容易调节。据捷克考察团介绍,他们的电机振动给料机只给粉料,在给料辊的底下另有电磁振动给料机推入碎玻璃,这样也可调节碎玻璃与粉料的比例。
由于消除了生料跑偏的现象,使成型部玻璃液的化学均匀性提高。据苏联古谢夫厂压延窑的经验,原来用电磁振动给料机时两个板边的化学均匀性差达士40-V5端,改用电机振动给料机后为(士20 0o,从而大大提高了成品率(该厂板边均匀性差每增加1000,成品率就下降2%)。
从苏联5座平板玻璃熔窑采用电机振动给料机后的情况来看,配合料跑偏现象消除了,配合料表面接受热的能力提高了30-60%,燃料消耗降低10%,引上机作业稳定,产品质量高。巴涅维什厂无槽引上窑采用给料机分层给料(碎玻璃作底层),玻璃液的化学均匀性提高了15一20%。
新乡市海鑫振动机械有限公司 联系人:孟经理 手机:13007666588 邮箱:xxhxzdjx@163.com
地址:河南省新乡县小冀镇民兴路6号
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作