-
 全国服务热线:
全国服务热线:
13007666588

 全国服务热线:
全国服务热线:
 您现在所在的位置:首页 > 行业资讯
您现在所在的位置:首页 > 行业资讯在砂石骨料生产线中,振动给料机作为“前端哨兵”,承担着原料均匀输送的关键任务。但堵料卡料问题却如同“顽疾”,不仅会导致生产线频繁停机,还会增加人工清堵成本,甚至引发设备部件磨损。某砂石厂数据显示,传统给料机因堵料问题,年均停机损失超15万元。如今,随着“变幅振动+智能适配”技术的应用,这一老大难问题已迎来系统性解决方案。


堵料卡料的根源并非单一因素,而是物料特性与设备设计的“矛盾”。砂石原料中混杂的大块石易卡在进料口;雨季物料湿度增加,细沙粘连在料槽内壁形成积料;传统给料机固定振幅无法适配粗细不均的原料,这些都可能引发故障。山东某砂石厂曾因暴雨后原料湿粘,导致给料机每2小时就需停机清堵,单日产量骤降40%。
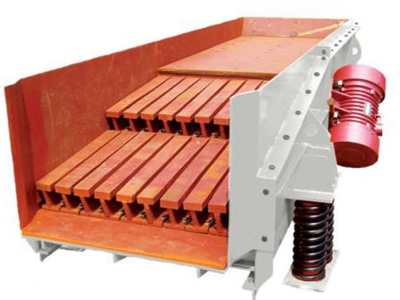
针对进料口卡料问题,“分级筛网+变幅振动”设计成为打破局面关键。新型振动给料机在进料端加装可拆卸式分级筛网,孔径可根据原料粒径灵活调整,大块被提前截留并通过侧置排料口排出,避免进入料槽造成堵塞。同时,设备搭载变频振动系统,可根据传感器反馈的物料厚度,自动调节振幅——物料较厚时加大振幅至8-10mm,快速打散堆积原料;物料较薄时减小振幅至3-5mm,节约能耗的同时保持输送稳定。
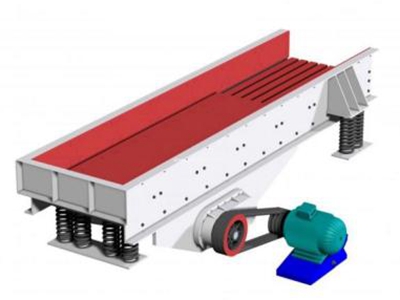
料槽粘料积料的解决则依赖于结构优化与材料升级。设备采用“圆弧过渡+倾斜底板”设计,料槽内壁无直角死角,避免物料堆积;底板表面喷涂耐磨防粘涂层,摩擦系数降低至0.15,湿沙粘连率下降90%。河南某大型砂石厂应用该设计后,料槽清理周期从每日1次延长至每周1次,人工成本每月减少近8000元。
智能监测系统的加入,让堵料问题从“被动处理”转向“主动预防”。给料机搭载的压力传感器可实时监测料槽负载,当负载超过阈值10%时,系统立即触发声光警报,并自动加大振幅尝试疏通;若30秒内仍未缓解,将联动上游给料设备暂停供料,避免故障扩大。河北某砂石生产线引入该系统后,堵料导致的停机时间缩短85%,设备故障率下降60%。
对于老旧设备,无需整体换新即可实现防堵升级。企业可通过加装“振动清扫器”和“智能控制”完成改造:振动清扫器通过高频微振清除内壁积料,智能控制则实现振幅自动调节。江苏某中小型砂石厂投入3万元完成改造后,每月停机损失从1.2万元降至0.2万元,3个月便收回成本。
在砂石骨料行业规模化发展的当下,振动给料机的稳定运行直接决定生产线效率。从分级筛网的结构优化,到智能系统的主动预警,防堵技术的升级不仅解决了堵料卡料的“老大难”,更实现了“降本增效”的双重价值。未来,随着技术的持续迭代,振动给料机将为砂石生产线提供更可靠的前端保障,助力行业实现高质量生产。
新乡市海鑫振动机械有限公司 联系人:孟经理 手机:13007666588 邮箱:xxhxzdjx@163.com
地址:河南省新乡县小冀镇民兴路6号
 网站地图 |
XML |
SITETXT
网站地图 |
XML |
SITETXT新乡市海鑫振动机械有限公司是一家专业生产销售新乡振动给料机,直线振动给料机,YZO振动电机,YZS振动电机, mzg振动给料机,电机振动给料机批发商,提供振动给料机哪家好,振动给料机电机型号,电机振动给料机价格,电机振动给料机操作